磁鐵極面的磁場分布(核心是均勻性、集中性、衰減速率)直接決定其實際應(yīng)用的效果、精度和效率,不同應(yīng)用場景對磁場分布的需求差異顯著,具體影響及適配邏輯如下(聚焦工業(yè)實操場景):
- 影響:
- 極面磁場均勻→磁體各區(qū)域磁化 / 退磁一致,成品磁性能(如 Br、磁通)離散度小(±1% 以內(nèi));
- 磁場不均勻→磁體邊緣 / 局部磁化不足 / 過度,出現(xiàn) “局部剩磁偏高” 或 “磁性能衰減快”,導(dǎo)致產(chǎn)品報廢。
- 典型場景:釹鐵硼磁鋼批量充磁時,若極面邊緣磁場比中心低 20%,磁鋼邊緣磁通會比中心低 15%~20%,無法滿足電機等設(shè)備的力矩要求。
- 影響:
- 磁場均勻→檢測數(shù)據(jù)精準(誤差≤±0.5%),可作為標(biāo)準磁場參考;
- 磁場不均勻→測試樣品不同位置數(shù)據(jù)偏差大,實驗結(jié)果失真(如誤判材料磁性能等級)。
- 影響:
- 磁場集中于極面中心→吸力集中,可穩(wěn)定吸附小型 / 精密工件(如螺絲、薄鋼板),避免工件偏移;
- 磁場擴散嚴重→吸力分散,大工件(如厚鋼板)邊緣易脫落,或吸附力不足(需增大電流 / 極面尺寸,增加能耗)。
- 典型場景:機床電磁吸盤吸附薄鋼板時,若極面磁場邊緣擴散,鋼板邊緣會因吸力不足翹曲,影響加工精度。
- 影響:
- 磁場集中→僅目標(biāo)區(qū)域磁化(如工件焊縫探傷),不影響周邊非磁性部位;
- 磁場擴散→非目標(biāo)區(qū)域被磁化,后續(xù)需額外退磁,增加工序成本。
- 影響:
- 極面磁場衰減慢(氣隙變化時磁場波動小)→適配工件尺寸偏差(如厚度 ±2mm),吸力穩(wěn)定(波動≤10%);
- 磁場衰減快→氣隙稍大(如從 1mm 增至 3mm),吸力下降 50% 以上,工件易脫落。
- 典型場景:流水線抓取鋼鐵零件時,若極面磁場隨氣隙增大快速衰減,零件表面有油污 / 雜質(zhì)導(dǎo)致氣隙增大,會直接造成抓取失敗。
- 影響:
- 磁場集中且衰減平緩→傳動扭矩均勻、響應(yīng)速度快(無卡頓);
- 磁場擴散 / 衰減不均→扭矩波動大(±15% 以上),設(shè)備振動、噪音加劇,使用壽命縮短。
- 影響:
- 極面形狀與工件匹配(如瓦形極面)+ 磁場均勻→磁體各部位磁化一致,裝配后電機轉(zhuǎn)子力矩均勻;
- 極面為平面(磁場分布與工件形狀不匹配)→磁體弧形邊緣磁化不足,電機運行時振動噪音大。
- 影響:
- 極面磁場擴散適中→可適配工件不規(guī)則表面,通過調(diào)整氣隙補償吸力;
- 磁場過于集中→僅工件凸起部位受力,易導(dǎo)致工件變形(如薄齒輪齒部彎曲)。
 PEM-300H半導(dǎo)體測試取向成型電磁鐵
PEM-300H半導(dǎo)體測試取向成型電磁鐵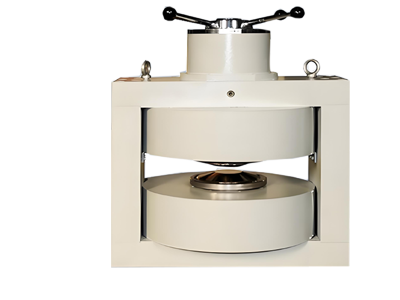 PEM-200H半導(dǎo)體測試成型取向電磁鐵
PEM-200H半導(dǎo)體測試成型取向電磁鐵 HM-100DC/AC型三維赫姆霍茲線圈
HM-100DC/AC型三維赫姆霍茲線圈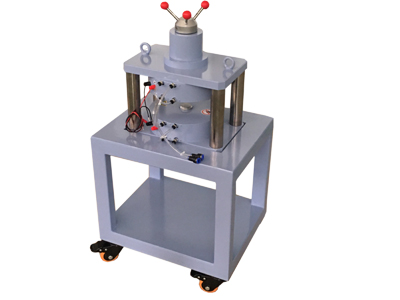 PEM-1006H小型垂直磁場電磁鐵
PEM-1006H小型垂直磁場電磁鐵 PEM-2014L立式磁場電磁鐵
PEM-2014L立式磁場電磁鐵 ?
?